VISION WIDE TECH CO., LTD.
- Address: No. 1126-2, Bishan Rd., Caotun Township, Nantou 54258, Taiwan
- Tel: 886-49-2338888
- Fax: 886-49-2330083
- mail: info@visionwide.com.tw
- Privacy Policy
- 2018 Vision Wide Tech All Right Reserved
Industries Applications - Mold
- Home
- Solution
- Industries
- Mold
-
Automobile Light Mold
- Model:ASM
- Material:2311 Die steel
- Size:L360 x W160 x H360mm
- Linear project cutting
- Multi inclined plan, oblique angle cutting, improve machining efficiency
- Surface roughness : Ra0.4µm
- 0.04mm contour accuracy
-
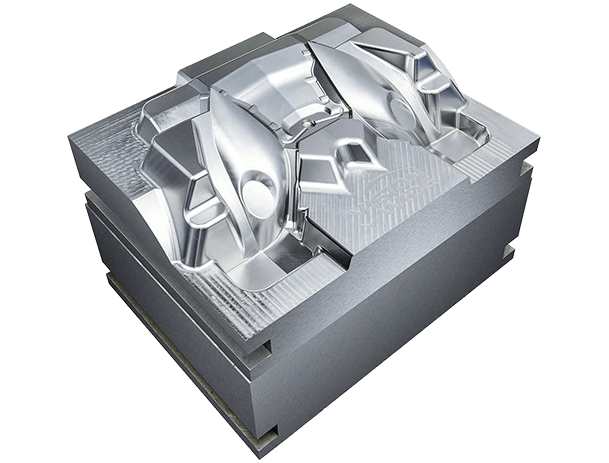
Headlight Mold
- Model:SE/ GS/ GSF
- Material:P20 Die Steel
- Size:L800 x W550 x H250mm
- 0.2G high acceleration mold finishing
- D25 High feed rough machining: F10,000 mm/min
- D10R5 High speed mold surface finish machining:S12,000 rpm, F4,000 mm/min
- Surface roughness : Ra0.4μm
- 0.04 mm high contour accuracy
-
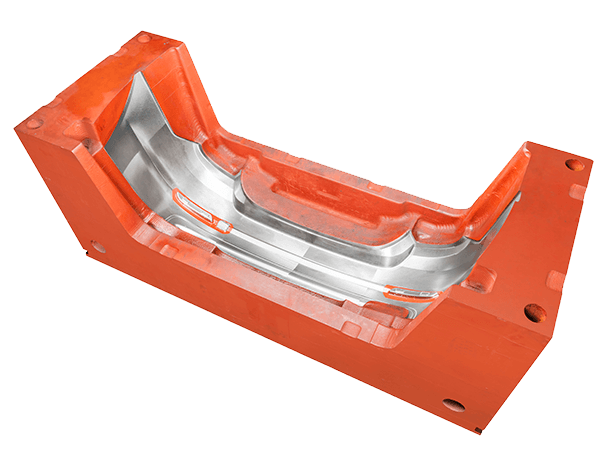
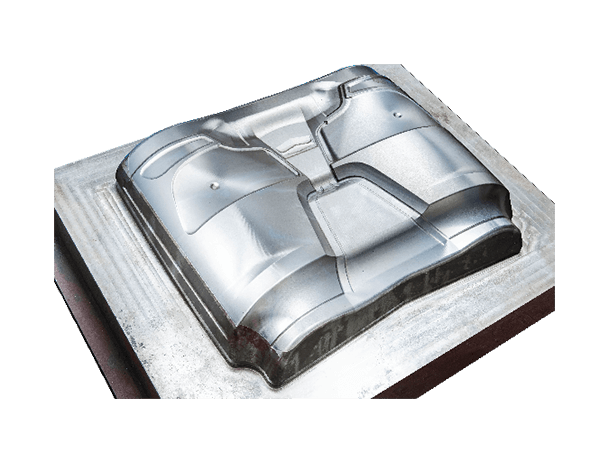
Bumper Mold
- Model:SF
- Material:FC300
- Size:L1,000 x W400 x H350mm
- Long spindle nose is the benefit to enhance the tool rigidity and reduce the cutting vibration.
- D20R10 ball end tool reciprocating projection machining
- Pitch:0.5mm
- Spindle speed : 12,000 rpm
- Feed rate : 5,000 mm/min
-
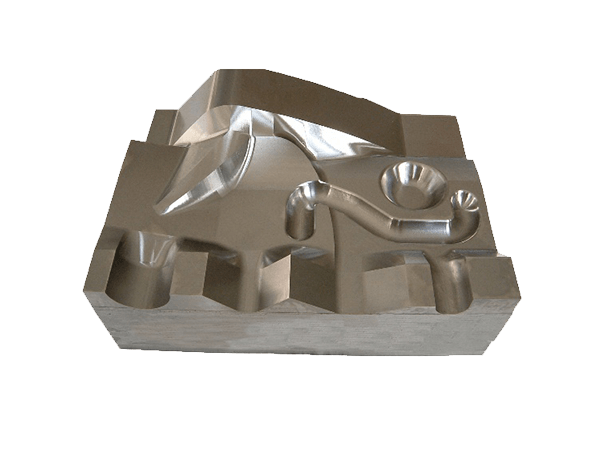
Automotive Reflector Light Core
- Model:SE/GS series
- Material:NAK80 die steel
- Size:160 x 160 x 100 mm
- Surface roughness : Ra 0.4μm
- Contour accuracy 0.02 mm
- D3R1.5 ball end machining
- Spindle speed : 12,000 rpm
- Feed rate : 1,500 mm/min
-
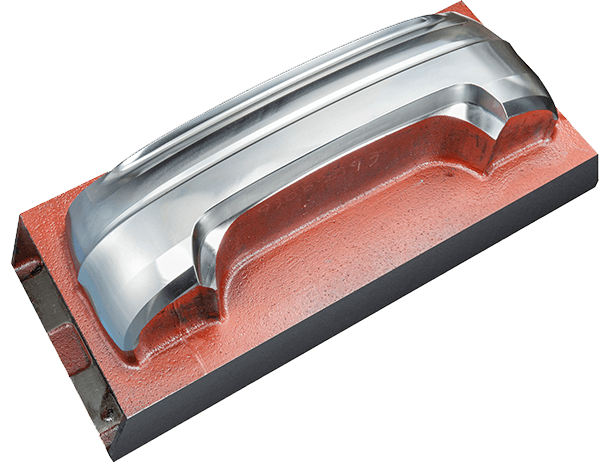
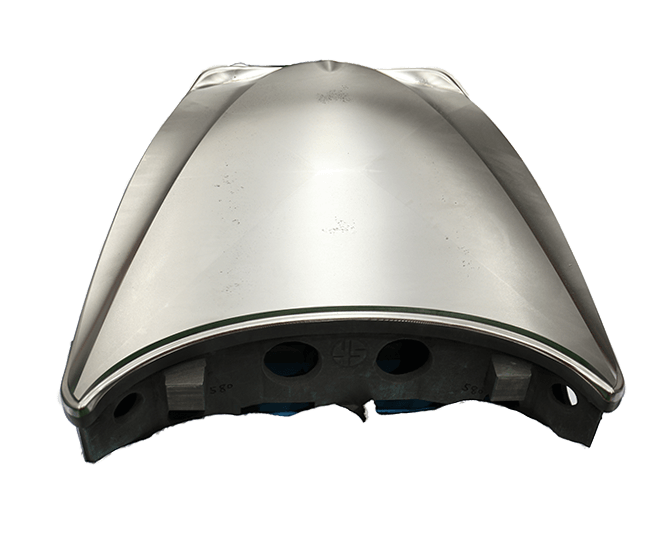
Headlight Cavity Finishing
- Material:Alloy steel
- Size:L151mm x W105mm x H155mm
- Surface height difference:103mm
- Surface roughness:Ra 0.8 mm
- Long tool machining:tool length 262mm
- Tool:D12R6 Hard ball end
- Tool path :Zig-zag contour processing
- Spindle speed:8,000 rpm
- Feed rate:2,000mm/min
- Total machining time:1hr 58min
-
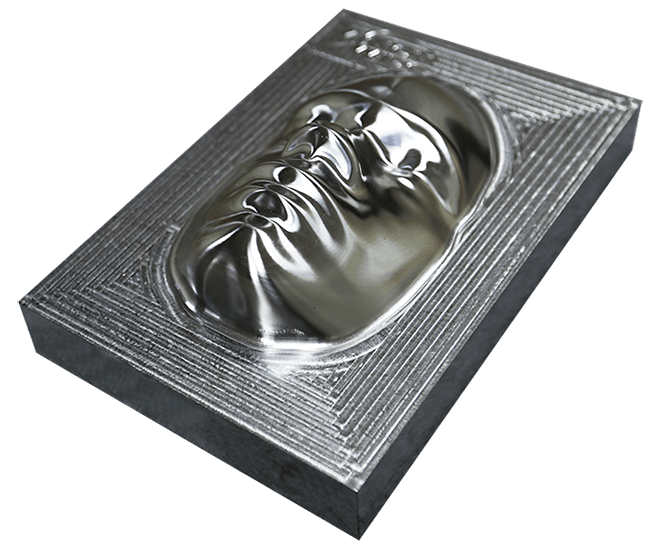
Mask Core Mold
- Model : F series
- Material : S45C
- Size:300 x 200 x 100 mm
- High speed and high accuracy mold machining
- High contour accuracy
- 98.5% point error < 0.02mm
- 85.8% point error < 0.012mm
- D12R6 ball end tool
- 45° Project zig-zag cutting
- Spindle speed : 10,000 rpm
- Feed rate : 4,000 mm/min
-
Benz Mold
- Material:NAK 80 die steel
- 0.2G high acceleration mold machining
- High federate rough machining:D25、F10,000mm/min
- High speed surface finish machining:F4,000mm/min
- Surface roughness : Ra 0.4μm
- 45°Project zig-zag cutting
- Spindle speed : 12,000 rpm
- Feed rate : 4,000 mm/min
-
Bumper Mold
- Model : FA
- Material:FC300
- Size:900 x 2300 x930mm
- 5-axis synchronized machining, 30% machining efficiency improved.
- Long spindle nose enhance the tool rigidity and reduce the cutting vibration.
- D20R10 ball end tool
- Project zig-zag cutting
- Spindle speed : 8,000 rpm
- Feed rate : 5,000 mm/min
-
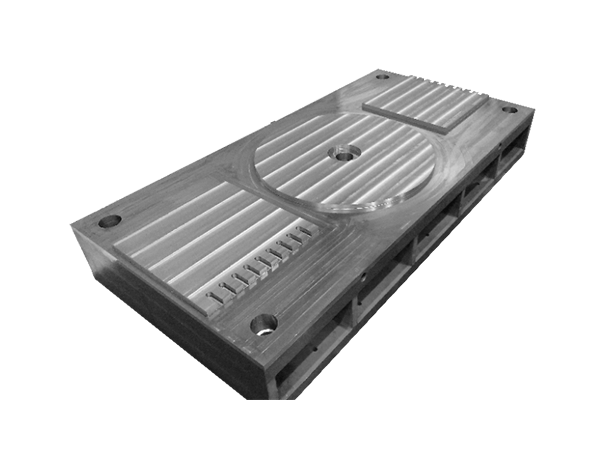
Automotive Sheet Metal Mold
- Model : FA
- Material:FC300
- Size:2300 x 1600 x 250mm
- 0.2G high acceleration mold machining
- High feedrate die surface finishing : F7,000mm/min
- High clear machining path
- Total finish time:6.3hr
- D25 ball end tool
- 45°Project zig-zag cutting
- Spindle speed : 8,000 rpm
- Feed rate : 7,000 mm/min
-
Engine Hood Mold
- Material:FC300
- Size:2,000 x 1,600 x 500mm
- 10 m/min high speed machining
- 0.3G high acceleration machining
- Total finish time:5.2 hrs.
- D25 ball end tool
- Pitch:0.5mm
- Surrounding isometric machining
- Spindle speed : 12,000rpm
- Feed rate : 5000 mm/min

-
Mold Verification Workpiece
- Model:GS/ SE
- Material:2311
- Size:150 x 60 x 30 mm
- D4R2 ball end tool finish
- Surround interpolation milling without tool mark
- Precise Z-reversed cutting with sharp edges and corners
- Surface roughness : Ra 0.8µm

-
Car Stamping Mold
- Material:P20
- Size:L640mm x W505mm x H270mm
- Finish Tool:D16R8 Ball End
- Finish Pitch:0.3mm
- Tool Path:45angle project zig-zag cutting
- High feed rate finishing of mold surface F3000→F5000
- High acceleration cutting 0.05G→0.2G
- Total finishing time reduce 20%
- 6hr08min→4hr54min
- Surface roughness:Ra 0.6μm
- Spindle Speed:15,000 rpm
- Feed rate:5,000mm/min

-
Mold Base High Feedrate Machining
- Model : SE / GS
- Material : S45C
- Size:800 x 500 x 250mm
- Vc 220 m/min
- 10 m/min High federate machining
- Boring positioning accuracy 0.006 mm (Pitch 400x700mm)
- Spindle speed : 2,000rpm
- D40 R1 High feed tool
-
High Positioning Inspection Workpiece
- Model:F Series/ BM/ XM/ XML/ XMF
- Material: FC30
- Size:2,000 x 1,000 x 200mm
- 1.8x0.8 m high position accuracy of boring hole:0.02mm
- D900 Circular interpolation machining Circularity:0.02mm
- 400x400mm Squareness:0.01mm
-
24m High Speed Machining Workpiece
- Material:Al6061
- 24 m high speed machining
- Equal TEA tool path
- 70 mm long tool machining
- Tool:D25R1 end mill
- Spindle speed:10,500rpm
- Feed rate : 24,000 mm/min
-
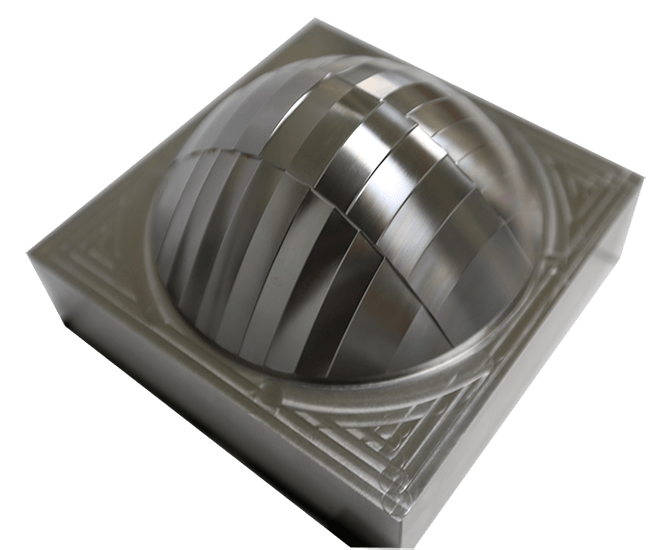
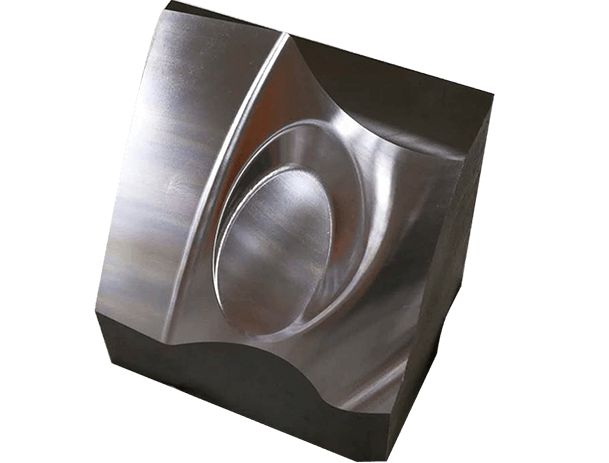
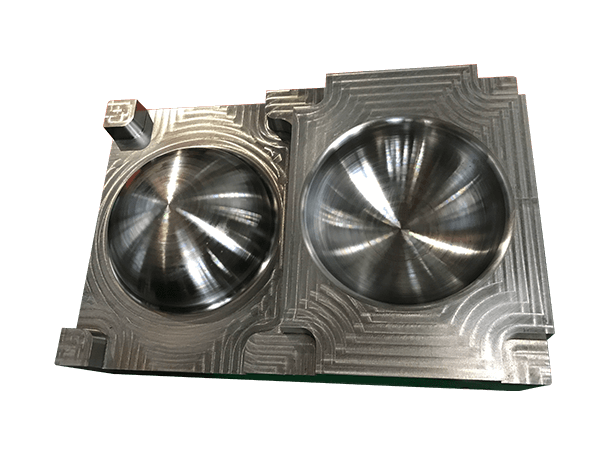
Ball Mold
- Model:GS/ SE
- Material:2311 Die steel
- Size:300 x 200 x 150 mm
- D12R6 ball end tool
- Circular interpolation milling without tool mark
- Surface roughness : Ra 0.4µm

-
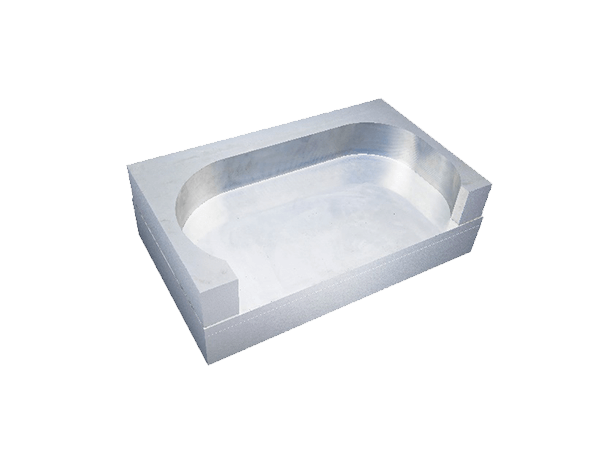
Deep cavity mold
- Model:SM
- Material:P20 die steel
- Short-distance surround machining, high-precision feed control
- Four-quadrant commutation without chatter marks
- Simultaneous machining to maintain high finish, no over-cutting, no chatter marks
- Plane accuracy:-0.011 ~ 0.006mm
- Spherical accuracy:-0.012 ~ 0.006mm
- D20R1 end mill finishing
- Spindle speed : 3,500rpm
- Feed rate : 5,200mm/min
-
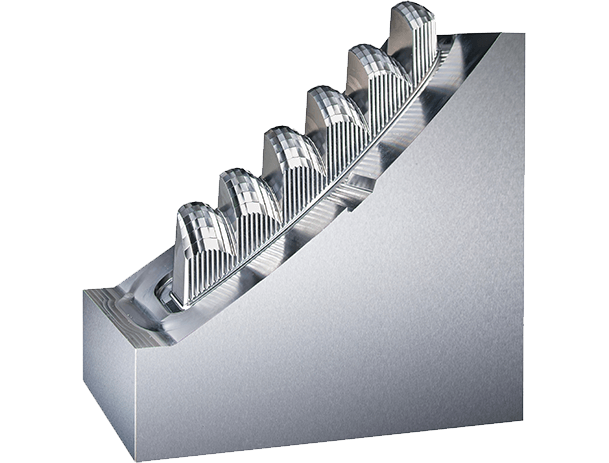
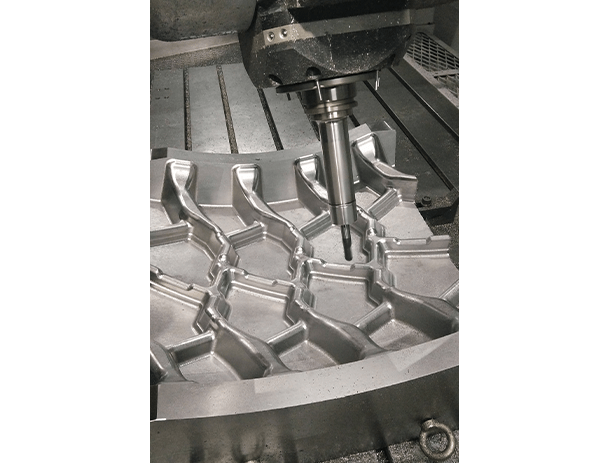
TIRE Mold (Segment Type)
- Model:FA
- Material:S45C
- Size:660 x 600 x 260mm
- Corner smooth flow cut via 5-axis synchronized machining.
- D25 High feed rough cutting: F10,000
- F3,000 R6 finishing
- Multi-axis project machining
- Spindle speed : 15,000 rpm
- Feed rate : 4,000 mm/min

-
Ball Shape
- Model :FA / GSF
- Material :Al6061
- Size:D280 mm
- 5 axis synchronized machining without deceleration
- High synchronized feedrate, F2,000
- High servo control
- Each axis feed > F10,000mm/min
- Finishing Time : <20min
- Surface accuracy :<±0.02mm
-
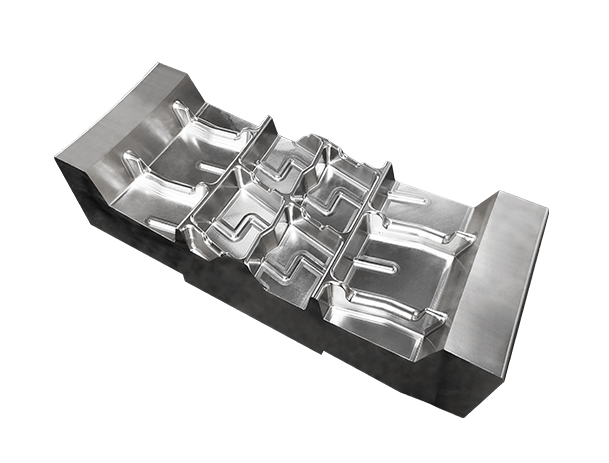
Tire Mold (Segment type)
- Material:P20 Die Steel
- L310 x W131 x H95mm
- One-step machining:High-feed rough machining & High-speed mold machining & 5-axis synchronized machining corner flow cut
- High-feed rough machining : F7,200mm/min, Ap0.6mm
- High-speed mold machining : Ra<0.5μm
- 5-axis synchronized R0.5mm machining, effectively reducing tool length and avoiding interference.